
Суть технологии центробежного литья заключается в том, что заполнение формы расплавом и формирование отливки происходит при вращении формы вокруг горизонтальной, вертикальной, наклонной оси или при сложном вращении формы. Это обеспечивает дополнительное воздействие на расплав и затвердевающую отливку поля центробежных сил. Процесс реализуется на специальных центробежных машинах и столах.
В центробежном литье чаще используют два варианта способа, при которых расплав заливается в форму с горизонтальной осью вращения или с вертикальной осью вращения. В первом случае получают отливки - тела вращения малой и большой протяженности, во втором - тела вращения малой протяженности и фасонные отливки.
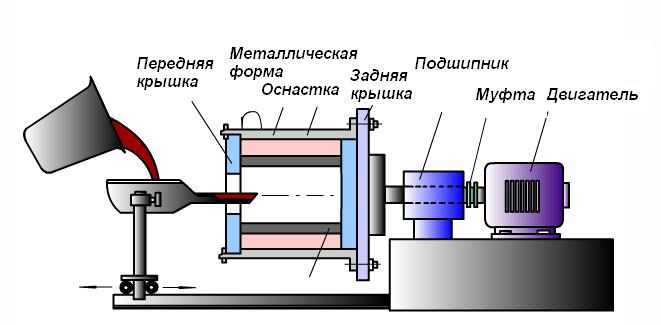
Наиболее распространен способ центробежного литья во вращающиеся металлические формы с горизонтальной осью вращения пустотелых цилиндрических отливок. По этому способу отливка формируется в поле центробежных сил со свободной цилиндрической поверхностью, а формообразующей поверхностью служит внутренняя поверхность изложницы. Расплав из ковша заливают во вращающуюся форму через заливочный желоб. Этот расплав растекается по внутренней поверхности формы, образуя под действием поля центробежных сил пустотелый цилиндр. После затвердевания металла и остановки формы происходит извлечение отливки. Такой способ центробежного литья характеризуется наиболее высоким технологическим выходом годного литья(ТВГ~100 %), так как не расходуется металл на литниковую систему.
При получении отливок по технологии центробежного литья со свободной параболической поверхностью при вращении формы вокруг вертикальной оси расплав ковша заливают в форму, закрепленную на шпинделе, приводимом во вращение электродвигателем. Расплав под действием центробежных и гравитационных сил распределяется по стенкам формы и затвердевает, после этого вращение формы прекращают и извлекают из нее затвердевшую отливку.
Отливки с внутренней поверхностью сложной конфигурации получают с использованием стержней в формах с вертикальной осью вращения. Так отливают венцы зубчатых колес. Расплав из ковша через заливочное отверстие и стояк поступает в центральную полость формы, выполненную стержнями, а затем через щелевые питатели (под действием центробежных сил) в рабочую полость формы. Технологический выход годного, при такой технологии центробежного литья, меньше, чем в предыдущем способе. Избыток расплава (сверх массы отливок) в центральной полости формы служит прибылью и питает отливки при затвердевании.
Мелкие фасонные отливки изготовляют по варианту центробежного литья, в котором применяют, например, песчаную форму. Части формы устанавливают на центробежный стол и крепят на нем. При необходимости используют стержни. Рабочие полости должны располагаться симметрично относительно оси вращения для обеспечения балансировки формы. Расплав заливают через центральный сток, из которого по радиальным каналам он попадает в полости формы. ТВГ при таком способе центробежного литья приближается к выходу годного при литье в песчаные формы. В целом, при центробежном литье можно использовать песчаные, металлические, оболочковые и объемные керамические, комбинированные формы.
Центробежное литье металлов представляет собой специализированную процедуру изготовления отливок в особых металлических формах. Центробежное литье стали является востребованной и популярной услугой в сфере металлопроката. Как осуществляется литейный процесс производства? Металл заливается в специальные формы и подвергается физическому воздействию центробежных сил, в результате чего он приобретает необходимую форму. Изготовление центробежным литьем подходит для создания отливок из разных материалов.
Надежный и высокотехнологичный способ
Центробежное литье металлов активно используется в промышленности для изготовления пустотелых отливок. Наша организация осуществляет центробежное литье стали в соответствии со всеми технологическими нормами и правилами. Мы предлагаем центробежное литье купить произведенное на изделиях с горизонтальной и вертикальной осью вращения. Мы предлагаем вам:
- Надежное сотрудничество по приемлемым и приятным ценам. Особая маркетинговая политика позволяет иметь наработанную базу клиентов, многие из которых сотрудничают с нашей организацией на постоянной основе;
- Профессиональное исполнение заказа. Вы можете полностью положиться на наших квалифицированных сотрудников;
- Мы проводим полный цикл изготовления отливок, начиная от разработки вплоть до механической обработки;
- Принимаем заказы вне зависимости от степени сложности и гарантируем индивидуальный подход.
Быстро, оперативно, надежно от ООО НПК «ИНКО»
Технология изготовления центробежным литьем имеет ряд полезных и неоспоримых преимуществ. Это абсолютно экологически безопасный высокотехнологический процесс, который позволяет создать заготовки за короткие сроки. Основные преимущества:- Высокая степень износостойкости продукции;
- Идеальные характеристики метала, высокая общая плотность и прочность;
- Полное отсутствие неметаллических и шлаковых выключений;
- Изготовление любых отливок нестандартных и стандартных (единичных);
- Возможность вариативного создания отливок с разным химическим (основным) составом по пожеланию заказчика.
Продукция, соответствующая всем параметрам качества
Изготовление центробежным литьем позволяет производить как серийную, так и единичную продукцию. Наши специалисты не первый год занимаются подобной работой, гарантируя вам настоящее качество услуг. Мы ценим каждого клиента и находим индивидуальный подход. Предусматриваем гибкую ценовую политику и оперативность исполнения любого заказа. Вы сможете по достоинству оценить наши предложения. Обращайтесь по телефону, указанному на нашем сайте.Мы работаем на качество! Каждый клиент ценен и дорог для нашей компании. Мы не останавливаемся на достигнутых целях и работаем для того, чтобы наши клиенты были всегда довольны плодотворным и полезным сотрудничеством. Мы ждем вас, дорогие клиенты!

")